ASZTALOS SZALAGFŰRÉSZLAP KIVÁLASZTÁSA
Olvassa el, hogy kell olyan asztalos szalagfűrészlapot választani, amely sokáig és jól fog szolgálni.
Hogy válasszunk faipari szalagfűrészlapot?
A szalagfűrészlap szélessége és vastagsága
A szalagfűrészlap vastagsága tulajdonképpen a szalag gyártásához használatos acéllemez vastagsága. Ha a fűrészre, amelynek kisebb kerekei vannak, túl vastag szalagfűrészlapot raknak fel, lerövidítik élettartamát. Mérjr le a kerék átmérőjét, amelyen a szalagfűrészlap fut, és a kapott számot ossza el 500-zal. A kapott eredmény a szalagfűrészlap maximális vastagsága, amely esetében a szalagfűrészlap még nem lesz a fűrészgépen túlterhelve. Példa: A kerék átmérője 420 mm (420 ÷ 500 = 0,84). A fűrészgéphez használandó szalagfűrészlap maximális vastagsága tehát 0,8 mm. Ha a fűrészen a kerekek átmérője kisebb mint 350 mm, minden esetben max. 0,65 mm vastagságú szalagfűrészlapot használjon (3–13 mm vastagságú szalagok). Amennyiben a kerekek átmérője kisebb mint 250 mm, max. 0,5 mm vastagságú szalagot használjon (kínálatunkban 6, 10 és 13 mm szélességben találhatók).
A szalagfűrészlap szélességét a fogak hegyétől a hátsó élig kell mérni. A szalagfűrészgépek gyártóinak többsége a szalagfűrészlapok szélességének tartományát adja meg, amelyekre a gépeik tervezve vannak. Amennyiben nem vagy biztos valamiben, ne habozz és fordulj hozzánk a cikk alatti kommenteken keresztül, vitassuk meg a dolgokat.
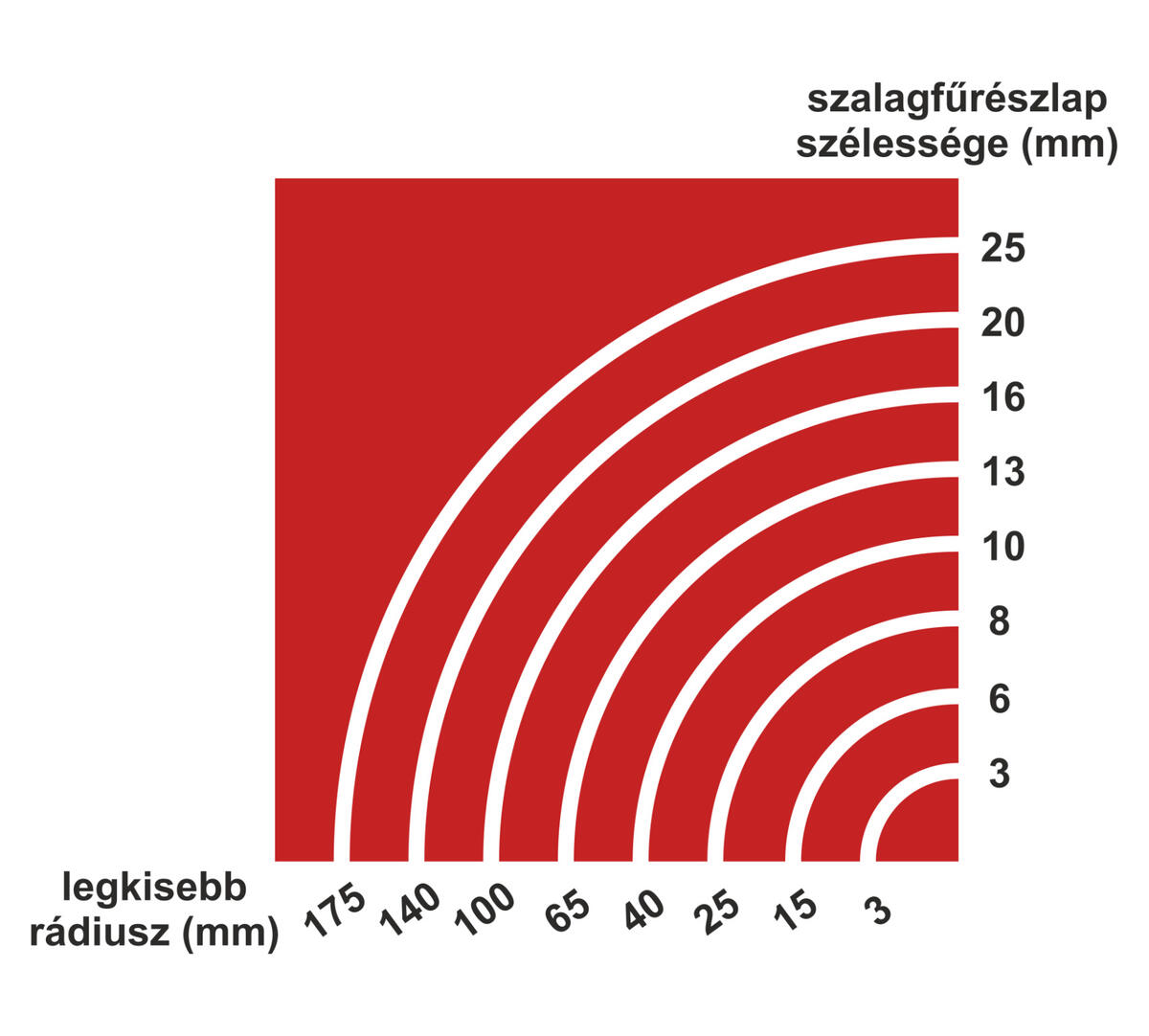
A szalagfűrészlap szélessége határozza meg, miképp fog viselkedni a vágásban. Ha hosszú egyenes vágatokra van szüksége, a lehető legszélesebb szalagfűrészlapot használja. Ha alakzatokat - íveket akar kivágni, keskeny szalagfűrészlapot használjon. Tájékoztatásul elmondhatjuk, hogy legkisebb, 3 mm szélességű szalagfűrészlapunkkal (ez a lap gyakorlatilag lombfűrész szélességű) és ezzel 3 mm-es, a közepes 13 mm széles szalagfűrészlappal pedig 65 mm-es sugár vágható ki. A 32 mm szélességű szalagfűrészlap nem alkalmas alakzatok kivágására, és csak egyenes irányú vágásra használják.
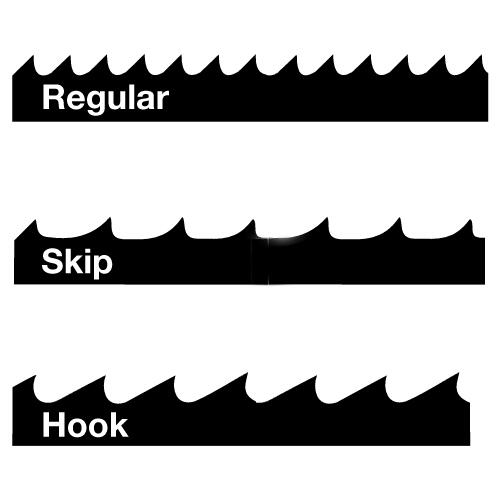
A fogosztás kiválasztása
A fogosztást a TPI – Teeth Per Inch (fogszám/hüvelyk) kifejezéssel jellemzik. Vagyis, 1 collra eső fogszámról van szó - ez az angolszász országokban használatos hosszmértékegység, ami 25,4 mm-nek felel meg. Ezek szerint a TPI 2 fogosztás a foghegyek közti 13 mm-es, a TPI 14 fogosztás pedig 1,8 mm-es távolságot jelent. Vagyis, minél magasabb ez a szám, annál kisebbek a fogak.
A kis fogak kemény anyagok vágására, tiszta és sima vágásfelületekre alkalmasak. A nagy fogakat az anyagok nagyjábóli vágására és puha anyagokra használják. Ha a vágáshoz túl finom fogakat választanak, a fogközök fémforgáccsal túlságosan eltömülnek ami megnöveli az ellenállást, a szalagfűrészlap nem mozog jól a vágatban és alá fog vágni ("úszni"). Ha viszont túl nagy fogakat használ, a vágásfelület durva lesz és a fogak a szálakat kiszakítják.
Melyik fogat kell az Ön anyagára alkalmazni?
TPI 2, 3, 4: Inkább nyersebb, akár durva vágásokhoz alkalmasak, 25–100 mm átmérőig.
TPI 6, 8: Ideális fogazás száraz faanyag, keményfa, furnérlemez, valamint műanyag és kompozit anyagok vágásához 10–25 mm átmérőig.
TPI 10, 14: Nagyon apró fogazás, fa, műanyag és kompozit anyagok precíz vágásához 10 mm átmérőig, valamint vasmentes fémek vágásához 30 mm átmérőig.
A szalagfűrészlap sebességének beállítása
A szalagfűrészlapok többsége, az ékszíj pozíciójának módosításával lehetővé teszi a szalagfűrészlap sebességének váltását. Némelyik drágább fűrészen variátor van, amely lehetővé teszi a szalagfűrészlap sebességének zökkenőmentes növelését és csökkentését. A vertikális szalagfűrészlapok legmegszokottabb sebsségtartománya 300–900 m/min.
A szalagfűrészlap a szalagfűrészen való mozgás közben minden fordulatnál 2x hajlik és 2x kiegyenesedik. Ilyen gyakori hajlítást (a szalagfűrészlap szélességétől, feszítésétől, valamint a szalagfűrészgép felépítésétől függően) kb. 15 000 - 500 000-kori ismétlődéssel képes kibírni. Legkevesebb számú hajlítást a 3 mm széles szalag tűr el, ami ezesetben 15 000 – 30 000. A szalagfűrészen a sebesség csökkentésével tehát az élettartamot akár háromszorosára lehet növelni. Természetesen a fűrészgépet üresjáratban hagyni sem ajánlatos.
Alacsony forgási sebességet leginkább keményebb anyagok vágása esetében és finomabb formák kivágásához választjuk, ahol a forgács eltávolításának gyorsaságának nincs jelentősége. A magas forgási sebességget a nagyolás, durvább vágás, puhább anyagok és nagy átmérők vágása esetében választjuk. A túlságosan alacsony sebesség következtében a fogközök gyorsan megtelnek, és a szalagfűrészlap helytelenül fog futni a vágásban. A túlságosan nagy sebesség viszont feleslegesen lerövidíti a szalagfűrészlap élettartamát.
Speciális anyag
A speciális anyagok (furnér alapú kompozit lapok, textiliával merevített lapok, téglák, üveg, pórusbeton, polisztirol, textília, habanyagok) vágására C-gritt (kemény vagy kopásálló anyagok) szalagfűrészlapokat, vagy különböző kialakítású szalagkéseket használunk. A polisztirol vágásra Meat&Fish (eredetileg hús és csont vágására szánt) szalagfűrészlapot használnak, amelyekre a fogak keskeny terpesztése és a keskeny metszőhézag jellemző - mindkét oldalra csak 0,16 mm.
Nem vagy biztos az általad kikeresett eredményben? Vagy van valamilyen kérdésed? Tedd fel a cikk alatti kommentekben, vitassuk meg a dolgokat, szívesen segítünk bármiben.